

音響インテンシティ:理論と測定
音響インテンシティ(SI)は、あるエリアをそれに垂直な方向に流れる単位面積当たりのエネルギーです。音響インテンシティを含むインテンシティのSI単位は、ワット毎平方メーター(W/m2)です。
続きを読み取る
インテンシティ法音響パワー測定の主な利点の1つは、定常的で高いレベルの背景騒音に気をつけなくてもよいということです。
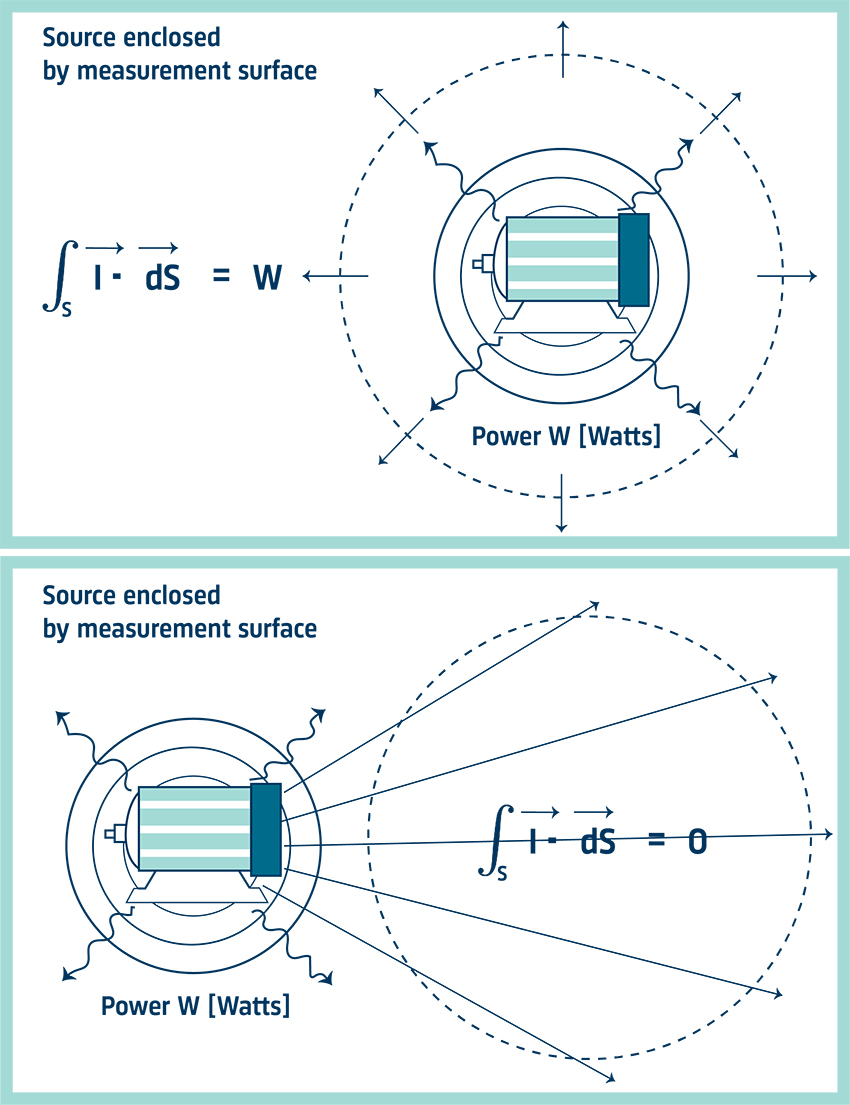
密閉した箱を想像してみましょう。何でも結構です。箱の中に音源がある場合、箱の表面上の平均インテンシティを測定し、面積を掛け合わせることで、音源から放射された総音響パワーを求めることができます。
もし音源を箱の外に出して音響パワーを求めようとすると、測定値はゼロとなります。我々は、常にある面に流入したエネルギーを測定します。しかし、そのエネルギーは反対の面に流れ出てしまうので、箱から放射される音響パワーの寄与は結果としてゼロになります。
この理論が成立するためには、背景騒音レベルが時間とともに大きく変化しないことが必要です。それが満たされていれば、外来騒音は無視できます。平均時間が十分長くとれば、レベルが小さく、ランダムな変動は問題になりません。もう一つの条件は、測定面内に吸音成分がないことです。そうでなければ、背景騒音が他の面から流れ出なくなってしまいます。
背景騒音は測定面の外にある音源とみなすことができ、測定対象音源の音響パワーには影響しません。実際、背景騒音よりも音源の音響パワーが10dB低いレベルであっても、1dBの精度で測定することも可能です。背景騒音が問題となる場合は、より音源に近い小さな測定面を定義することで、S/N比を向上させることができます。
すべての騒音問題は、まず騒音発生場所の特定から始まります。音響インテンシティ測定には、これを行うための方法がいくつかあり、音圧測定に比べてかなりの利点があります。
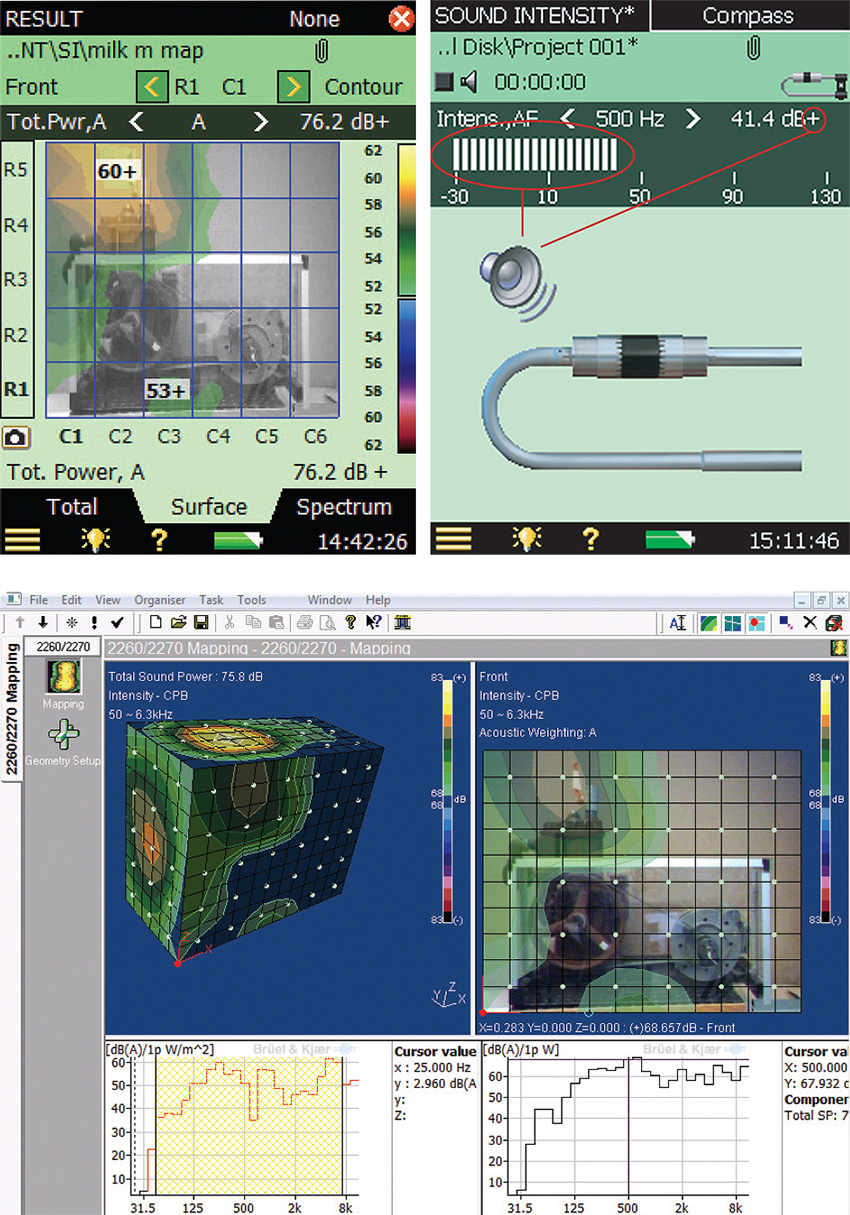
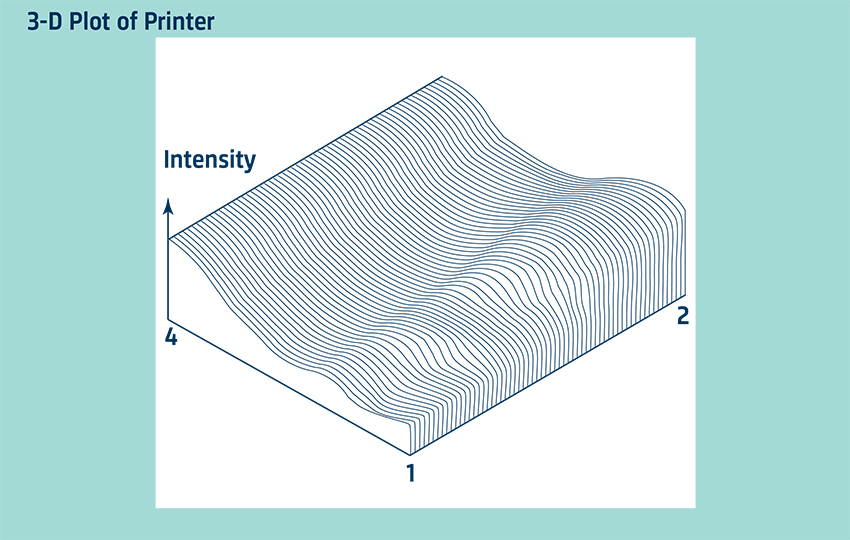
コンタープロットは、騒音源から発生する音の分布をより詳細に描画します。これにより、複数の音源や音の吸い込みを正確に特定することができます。
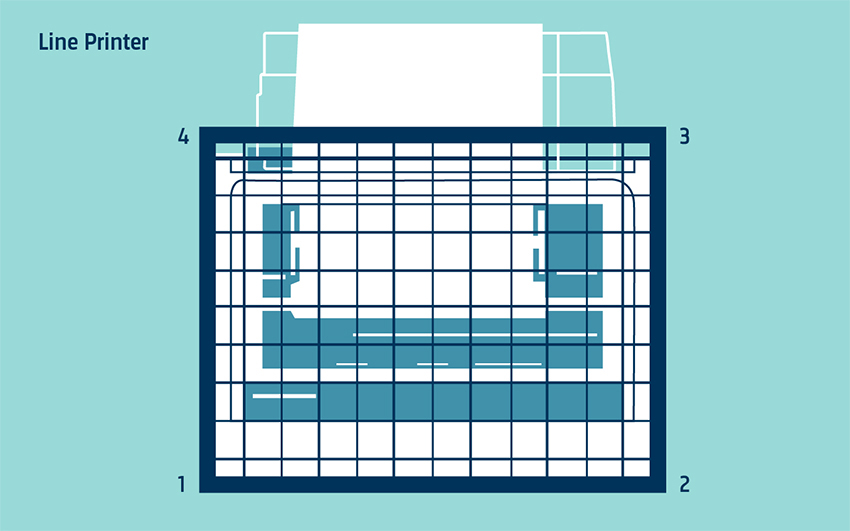
その方法ですが、まず測定面をグリッドに分割します。等間隔に設定された測定点について、面に垂直な方向の音響インテンシティを測定します。同じ測定値を使って、グリッドの音響パワーを計算することもできます。測定値を保存していくと、各点に1つの値を持つインテンシティレベルのマトリックスが得られます。同じインテンシティレベルの点を補間しながらつなぎ合わせて、インテンシティの等高線が出来上がります。
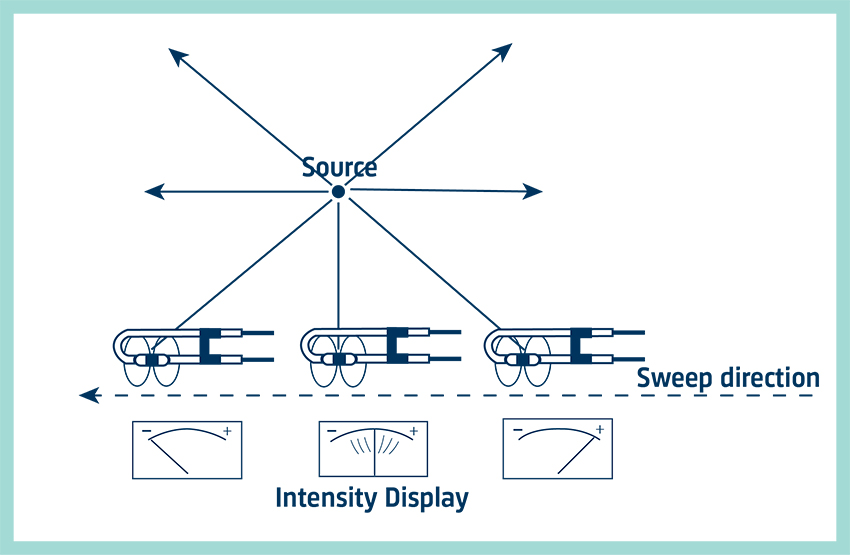
手軽にできる音源探査として、プローブの指向性を利用したものがあります。軸に対して85°の角度で入射した音は正の方向のインテンシティとなり、95°の角度で入射した音は負の方向となります。したがって、わずかな角度の変化で方向が変わることになります。
測定画面を見ながら、プローブの軸が音源の面に対して平行となるようにスキャンします。すると、どこかで突然方向が変わります。その位置では、画面に表示されている正負があわただしく入れ替わります。ここでは、プローブの軸に対して90°の方向から音が入射している、つまり音源の位置であるとわかります。この方法は、1つの音源だけが支配的な場合に有効で、他の音源やシンクがあると結果が混乱します。
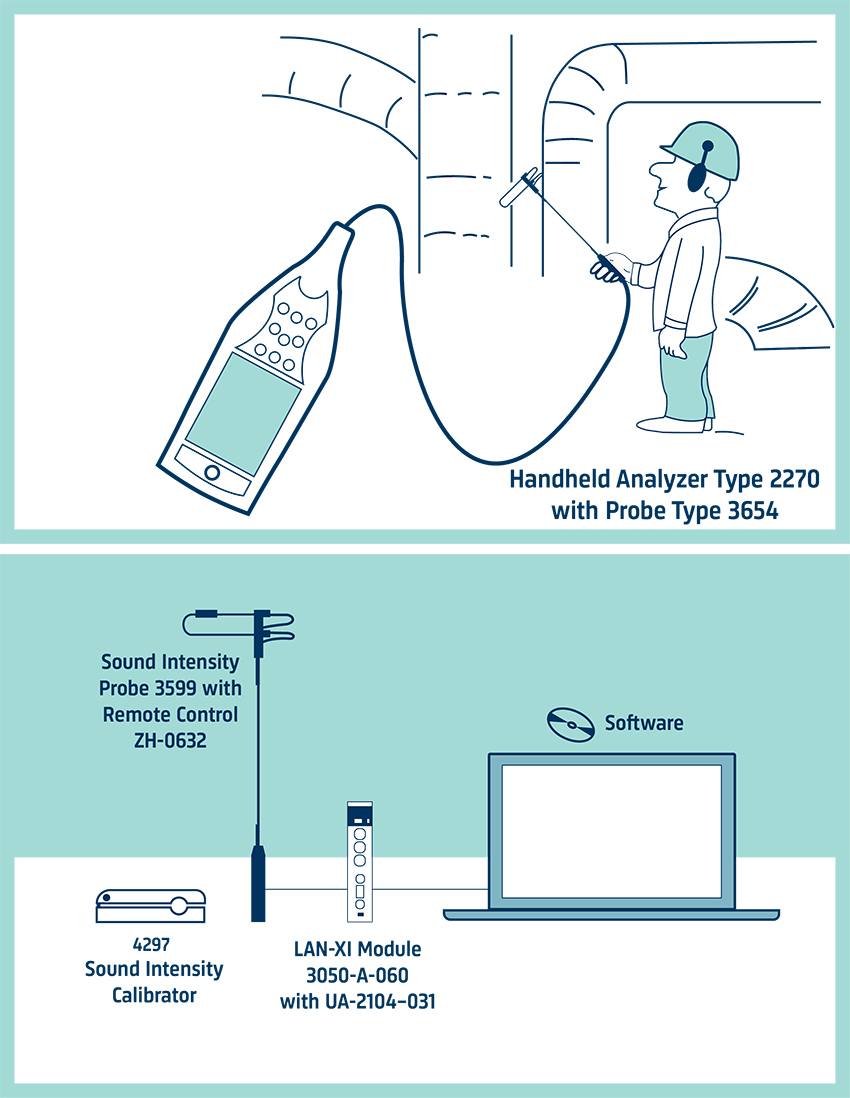
HBKは、研究室と現場どちらでの使用にも最適な音響インテンシティ測定ソリューションを提供します。
2270型ハンドヘルドアナライザと音響インテンシティソフトウェアBZ-7233の組み合わせは、現場での測定に最適かつ可搬性に優れたリアルタイム音響インテンシティ分析器です。この分析器は、ISO 9614-1、ISO 9614-2、ANSI S12.12、ECMA 160に準拠した音響パワー測定のための測定ガイダンスとワークフローをサポートします。
7882型 PULSE™ Sound Power Using Sound Intensityは、ISO 9614-1、ISO 9614-2、ISO 9614-3に準拠した音響パワーを測定するためのソフトウェアです。3599型 音響インテンシティプローブと適切なLAN-XIモジュールと組み合わせることで、7882型は研究室で音響パワーを測定するための理想的なソリューションとなります。
4297型は、コンパクトな筐体の中に音源を完備している音響インテンシティ校正器です。従来の音響インテンシティ校正器とは異なり、4297型は音響インテンシティプローブを分解せずに使用することができるため、現場でも研究室でも使用することができます。
ランダム誤差を最小限に抑え、安定した結果が得られるための十分な平均時間が必要です。必要な平均時間を判断するためには、いくつかの測定を行い、再現性を得るのに十分な長さの時間を設定します。
掃引による測定では、すべてのエリアを均等にカバーしなければなりません。掃引速度は一定かつ整数回の掃引で面積をカバーします。離散点による測定では、測定面上のインテンシティのばらつきによって、必要な測定点の数が決まります。ばらつきが大きい場合は、数を増やす必要があります。空間平均が正しく行われているかどうかは、簡単に確認することができます。いくつかの異なる測定面、または同じ面の異なる測定位置で再現性のある結果が得られれば、正しい空間平均が行われていることになります。
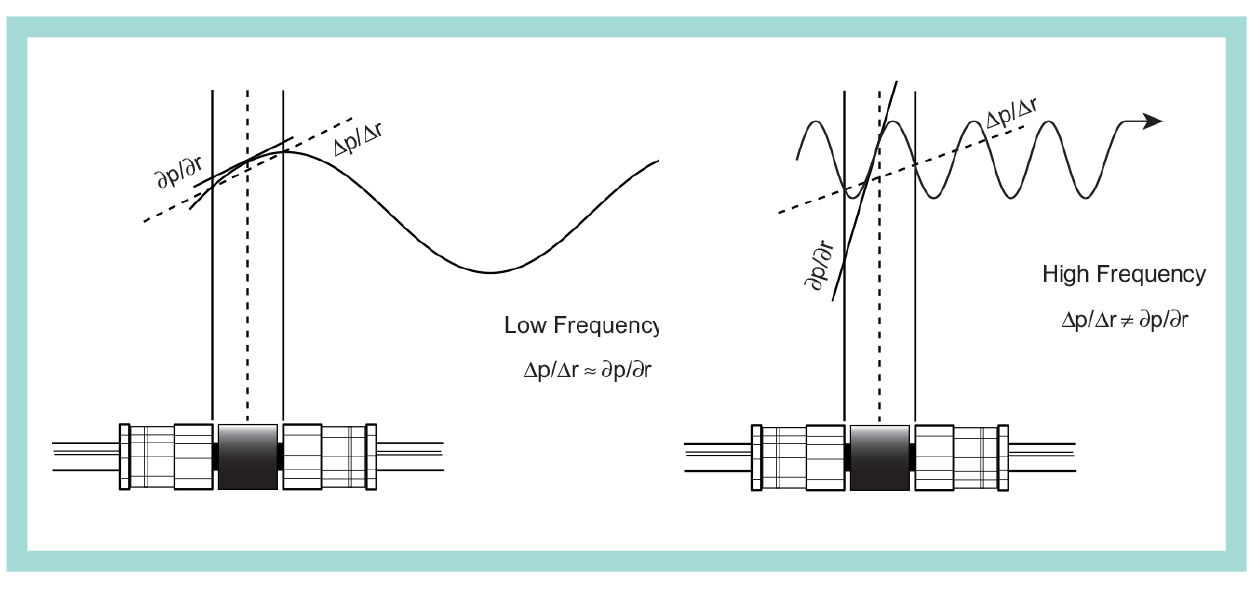
2つのマイクロホンの測定結果より、2点間を結ぶ直線がカーブの勾配の近似になります。カーブの変化が距離に対して速い場合、推定は不正確になります。これは、測定する波長がスペーサ間隔に比べて小さくなった場合に起こります。
使用するスペーサの間隔を波長と比較するので、プローブの音響インテンシティの指向性は歪んでしまいます。最も影響が大きいのは、プローブの軸に沿った方向です。スペーサ間隔には、ある周波数より高いと誤差が大幅に増加する限界があります。1dB以内の精度を得るためには、測定する波長がスペーサ間隔の6倍以上である必要があります。スペーサごとの上限周波数は下記です。
2つのマイクロホンのface-to-face配置により、スペーサとマイクロホンの振動膜間の小さな空間で共振が起こります。これにより、プローブの軸に沿って入射する音の圧力が増加します。この圧力の増加は、有限差分誤差によって生じるプローブの指向性の歪みをある程度補正することができます。
したがって、HBKのプローブの動作周波数範囲は、マイクロホン間のスペーサの長さがマイクロホンの直径と等しく、マイクロホンペアの周波数特性を最適化してレベルを補正すれば、有限差分法で求めた限界値よりも1オクターブ上まで拡張することができます。この現象は、「A Sound Intensity Probe for Measuring from 50 Hz to 10 kHz(Brüel & Kjær Technical Review, No.1, 1996)」の著者であるF. Jacobsen、V. Cutanda 、P.M.Juhlらにより発見されたものです。
低周波では、2つのマイクロホンの信号にはわずかな差しかありません。そのため、自己ノイズや計測器の位相のズレによる影響を受けやすくなります。
これらの問題は、マイク間のスペーサを長くすることで軽減できますが、その分高域の限界が低くなります。
同じ音信号がわずかな遅延を伴って2つのマイクロホンに到達することで、音の伝播速度が計算されます。音響インテンシティの測定では、遅延、位相、音圧-インテンシティ指数の変換があるため、位相誤差から音圧-インテンシティ指数を得ることができます。
マイクロホンと測定チャンネルの電気部品の両方が、信号の位相を変化させます。2つのチャンネルの変化に違いがあると、位相誤差が発生します。分析システムの2チャンネル間の位相誤差の大きさによって、低周波の限界値が決まります。高周波数では、スペーサの距離による位相の変化が大きくなります。例えば、12mmのスペーサでは5kHzで65°の位相変化となります。一方、低周波では、スペーサの距離による位相の変化は小さくなります。50Hzでは、12mmのスペーサによる位相の変化はわずか0.65°です。1dB以内の精度を得るためには、スペーサの距離による位相の変化は、位相誤差の5倍以上である必要があります。
音響インテンシティ計測器の国際規格であるIEC 61043では、音圧-残留インテンシティ指数という計測器の最小要件が定められています。これらの要件は、システム全体の位相誤差に換算すると、50 Hzで±0.086°、5 kHzで±1.7°となります。
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, MicroStrain and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.
