Many different considerations go into the design and development of the rotating torque sensor for applications of this type. If the sensor’s rotor is made of titanium rather than steel, in-line torque sensors offer the advantage of lower weight. Combining titanium rotor construction with minimum end-to-end length can help to reduce the overall weight of the driveline, which can simplify avoiding “critical speeds” of the rotating shaft during the testing process.
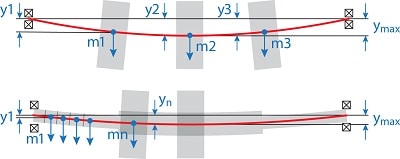
In essence, the critical speed is the point (as expressed in RPMs) at which a rotating shaft becomes unstable, that is, begins to vibrate harmonically. The goal is to create a driveline that is as short, stiff, and light in weight as possible in order to avoid unwanted vibrations and shaft run-out, which can increase measurement uncertainty as well as posing the potential for a catastrophic failure of the driveline. A growing number of in-line torque sensors use AC excitation on the strain gauge bridge, to improve the noise immunity of the torque measurement.
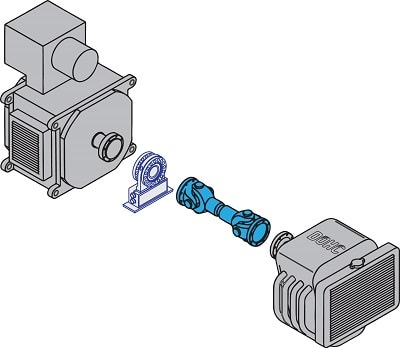
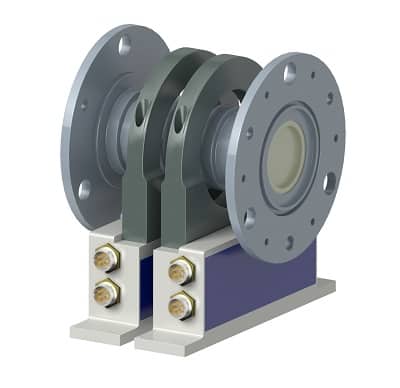
This helps to increase torque measurement accuracy, especially at very low torques. To address this customer’s testing requirements, the HBK torque sensor development staff soon decided a custom in-line torque sensor solution was necessary. Although there are many highly accurate standard torque sensors on the market, the customer’s need for dual outputs, a customized length to match an existing coupling spacer, extremely high RPMs, and non-standard bolt pattern made a custom solution unavoidable (Figure 5).
The final torque sensor featured a no-bearing design for less friction, and therefore, greater measurement accuracy, and reduced maintenance needs. Two strain gauge bridges with two stators were used to increase confidence in the accuracy of the torque measurement signal. Titanium rotor construction reduced the sensor’s weight and increased its RPM rating. Custom dimensions and a custom bolt pattern helped to reduce the length and weight of the driveline, and helped to move the critical speed to an area outside the sensor’s measurement range.
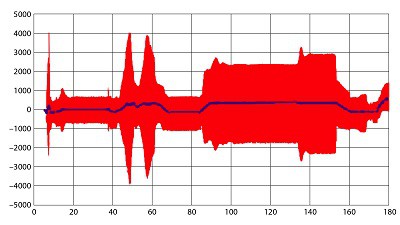
The change from a lever arm and load cell sensor to an in-line torque sensor dramatically increased dynamic response as well as lowered the measurement uncertainty of the signal. With more reliable data on how changes to their engine design affect performance, the client can make more knowledgeable design decisions and increase the efficiency of their final product. Recently, the custom solution created for this customer has been standardized for use by others who need exceptionally high speed torque measurements combined with greater accuracy.