Once the static stress distribution is obtained, the results file, along with the B50 and B90 usage values obtained from the analysis performed in Weibull++, can be exported to DesignLife to assess the fatigue life of the part.
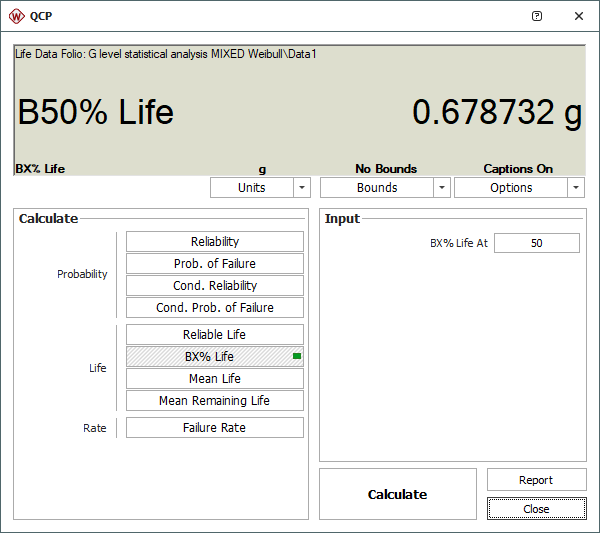
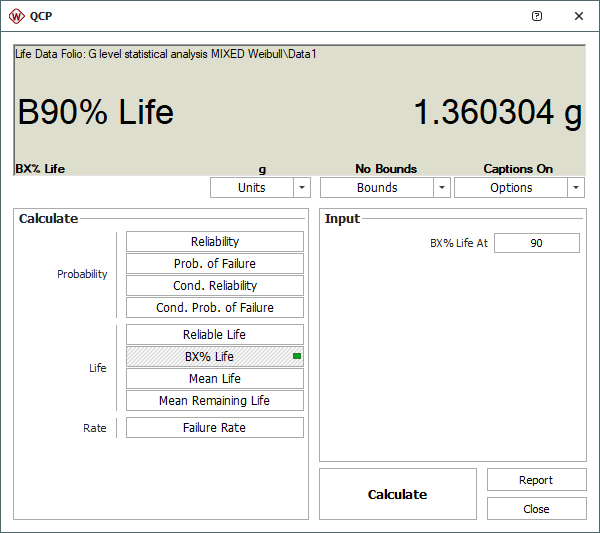
In this example, recall that we’ve been asked to design a hinge that can survive 1,000,000 cycles at the “average” or B50 loading of 0.679 g, and 75,000 cycles at the high-end user level, or B90 loading of 1.360 g. Let’s start by analyzing the B50 loading.
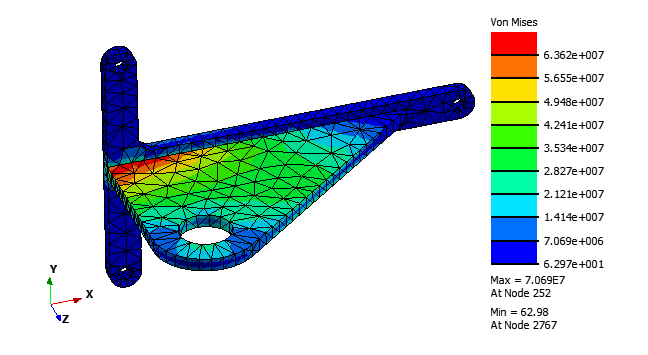
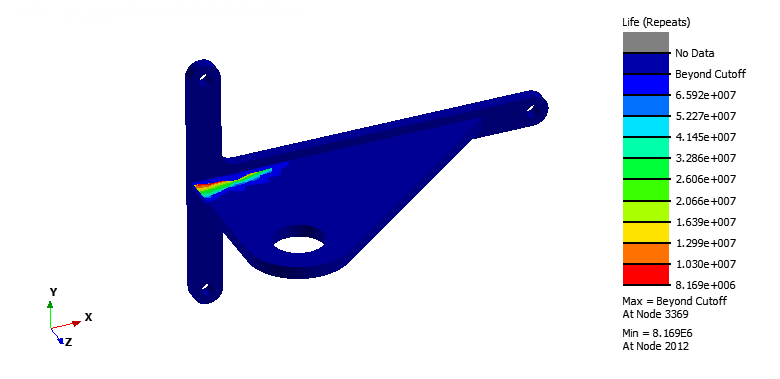
Our nominal stress distribution represents the stress of the part under no additional or external user-input loading. In the case of the B50 loading, the average user causes an acceleration of 0.679 g above nominal. In order to perform the fatigue analysis in DesignLife, we need to define the fatigue cycle. In this case, we will define it as going from nominal to the nominal plus the additional acceleration the user imparts onto the hinge. Therefore, our cycle is defined as going from 1 g to 1.679 g. DesignLife uses this information to calculate the change in stress due to the change in acceleration on every single node in the model. It then calculates the damage associated with that change in stress by looking at the fatigue curve and then calculates how many of those cycles the part can withstand before a crack is predicted to initiate for every single node in the model. The result is a contour plot of damage or, inversely, life. That is, how many times can we repeat that 1g to 1.679 g cycle until a crack will initiate. The life contour plot for the B50 case is shown below: