
HBM pursues the goal of a fast and flexible integration of machines into Industry 4.0 environments to minimize downtimes and optimize service assignments by retrofitting its production facilities.
Since its foundation in 1977, the HBM calibration laboratory has been one of the most renowned and efficient facilities of its kind – worldwide. HBM was also the first calibration laboratory accredited under the DKD (Deutscher Kalibrierdienst / German calibration service). Continuous investments in the expansion of production facilities ensure the highest precision and the best possible fulfillment of growing customer requirements.
This system is now in operation 24/7 and is fully utilized. The system tests sensors with capacities ranging from 4.7 t to 33 t and (with part load) up to 100 t. The system can, therefore, represent a force of about 330 kN with weights. It is essential to ensure efficient and safe operation. A defect in the mechanics or the air conditioning systems causes costs and downtimes which have to be remedied. In order to achieve this goal, the first calibration system was equipped with PMX, HBM’s measurement technology, including a cloud connection.
The proviso was that the existing system control (PLC) could not be changed and the implementation times of the new system monitoring approach had to be reduced to a minimum.
In the case of the calibration system that handles sensors up to 33 tonnes or 330 kN, the parts to be tested are subjected to tremendous forces. Efficient control and safe operation must therefore be guaranteed at all times. Moreover, mechanical defects or faults in the climate control systems due to wear or operation errors result in high costs and downtimes.
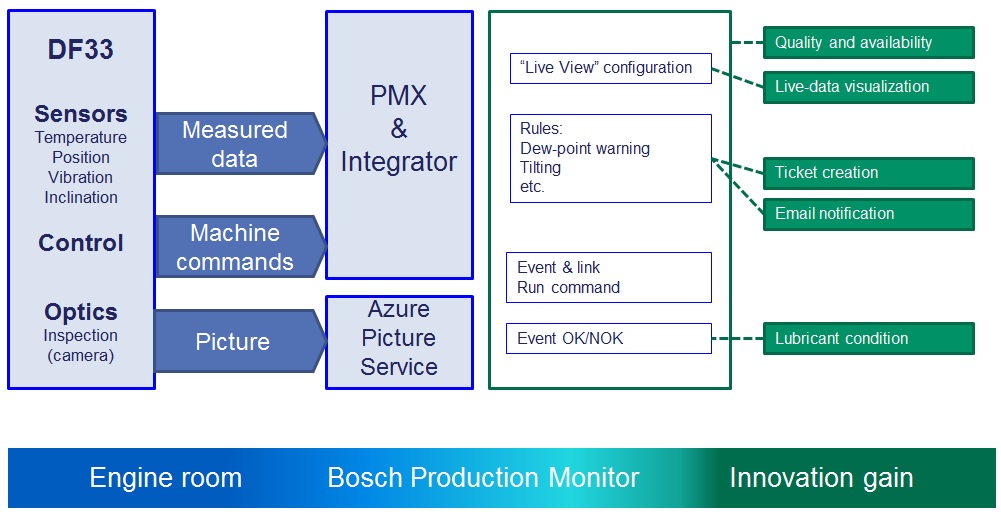
Together, Bosch and HBM looked for the right hardware and software: Large amounts of process and sensor data are merged in the in-house PMX amplifier system and transferred to HBM measuring data acquisition software, which acts as an IoT edge, at a high resolution rate (several kilohertz). The data then continues to the HBM cloud storage in a compressed format and at a low transfer rate (a few hertz). The great advantage is that the data is available in the required level of detail depending on the use.
The locally available raw measured data serve the precise, AI-supported analysis, while the compressed data is transferred via the cloud to the Nexeed Production Performance Manager. There, the information is turned into instructions, warnings or visualizations for evaluation purposes. Since the Nexeed Production Performance Manager proved to be the ideal solution on the first test station, HBM would like to expand the system in the coming months to cover a total of 20 test systems with different types of problems. Together, HBM and Bosch ensure that HBM customers receive not only innovative test and measurement technology with analysis and evaluation options, but also that the technology delivers maximum performance in complex software and hardware environments within the shortest amount of time.
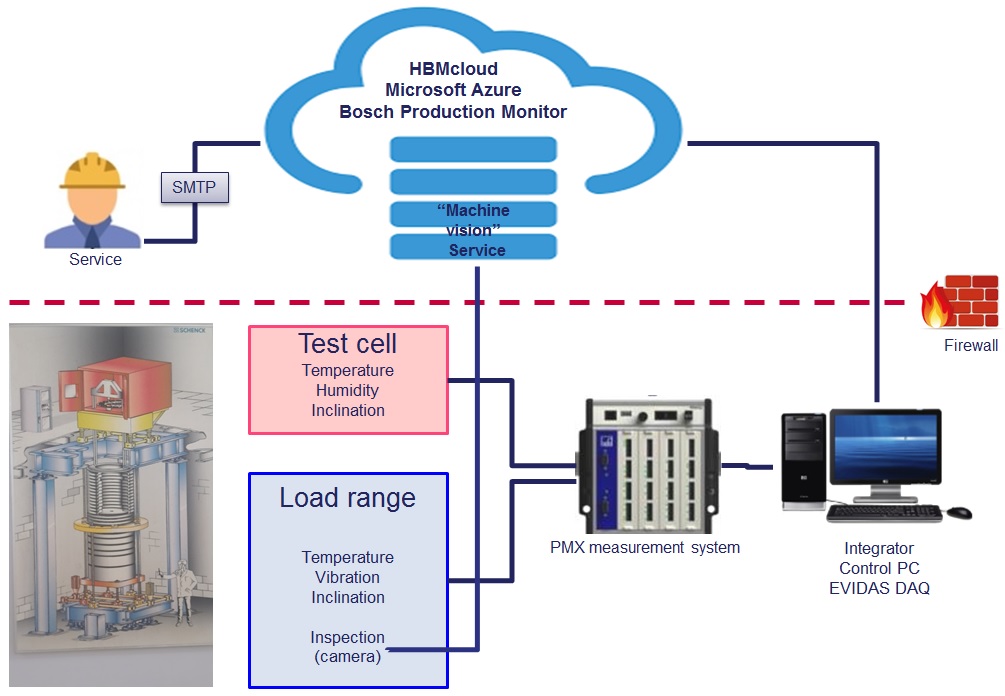
In the first step, the operating states of the system were analyzed and the relevant points for machine monitoring were determined. This was followed by the selection of suitable sensors and measurement technology. In the test chamber – the upper part of the calibration system, where the sensors (force transducers and load cells) are located – temperature, humidity, and inclination sensors are used. In the lower area, large weights are moved by electric motors to generate the calibration loads. These mechanical processes are monitored by temperature, vibration, and inclination sensors.
In the second step, the right measuring technology was selected. The PMX is a multi-channel measuring system with data acquisition and real-time data processing. It offers comprehensive diagnostics and is parameterized via a network-compatible web server. All measured data are recorded and evaluated with a sampling rate of 19.2 kHz. The measurement and diagnostic data are transmitted to an IOT hub via the standard Ethernet interface (TCP / IP). This hub consists of a PC with suitable DAQ software.
In the third step, a suitable cloud and evaluation software was determined. What could be better than using the existing HBM cloud? The big advantage of cloud-based measurement technology is that data does not move from one storage location to another. It immediately has a utility value – in many cases even automatically due to artificial intelligence: The HBM Cloud allows to access the data worldwide – depending on the authorization – and to improve the flow of information as well as the work in international teams. An important pillar of this strategy is the choice of the "right" cloud partner. HBM chose Microsoft Azure here. This provider is particularly convincing due to the availability of dozens of global data centers, in which the data can also be stored in accordance with the legal requirements of the company's location.
Nexxed, the Production Performance Manager from Bosch, was chosen as the evaluation software. This powerful tool allows various analysis and evaluation options ranging from setting alarms and creating and sending service orders to the use of artificial intelligence (AI). Self-learning rules are stored which, later, enable plant defects to be recognized in advance and reported in time.
Networking new and existing machines cost-effectively and optimizing production processes and product quality: The IoT Gateway PMX and the DAQ software enable the connection to Industry 4.0 environments to be easily implemented – without any interference with the automation logic. The exactly matched combination of control hardware and software for the realization of IT applications collects sensor and process data, transmits these, e.g. to MES, cloud applications, or systems for local monitoring of machine states, and enables process data analysis.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, MicroStrain and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.