The mechanical setup of the drilling system is shown in figure 1a. It is based on the consolidated Restan - MTS 3000 system developed by SINT Technology and marketed in collaboration with HBM.
Figure 1b shows the specially designed drilling tool that allows holes to be drilled at under 200 RPM. This speed minimizes local heating and residual stresses induced in the material to be analyzed. The cutting tool is shown in figure 1c. It is a twist drill with two cutting edges perpendicular to the direction of advancement, 1.6 mm in diameter, which produces flat-bottom holes at modest feed rates.
The drilling system is powered and automatically controlled by the electronic control system and drilling control software, thus making the drilling process fully automated. The whole measurement apparatus may be remotely operated: this option is advisable as it allows the external influences of the operator to be minimized during the measurement process.
Figure 2 shows a three-element strain gauge rosette of the prewired type, which is preferable for the tests as it not only makes it faster to install but also means no heat is generated by welding wires.The residual stresses existing in the test component are determined starting with the strain values measured by the grids of the strain gauge bonded on the surface of the component.
The acquired data was processed using a special version of the EVAL software, produced by SINT Technology srl, specifically for processing the strains in plastic materials. This version applies an initial optimized polynomial interpolation of measured strains. The strain measurements are processed in conformity with the provisions of standard ASTM E837.
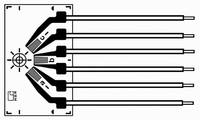
Figure 2 - Rosette: HBM K-RY61-1.5/120R-3 prewired
Figure 3. Techniques for determining the initial drilling depth.
The drill speed is undoubtedly one of the parameters that most influence the measurement of residual stresses in plastic materials with the hole-drilling method. High-speed drilling with an air turbine, which is the technique normally used for measuring residual stresses in metal materials, cannot be applied as generated heat causes the plastic material to melt and considerably increases the temperature in the areas where the strain gauges are applied.
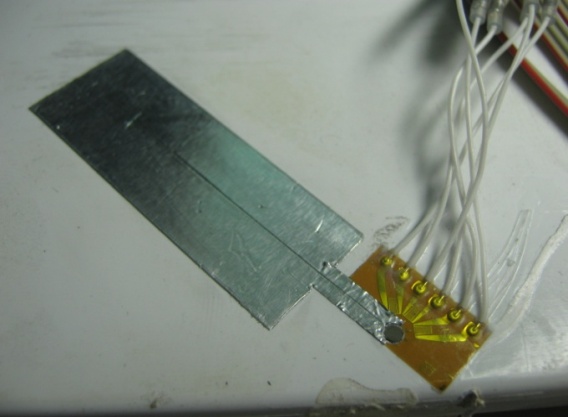
By way of example, figure 4a shows a hole made in plastic material with the high-speed drilling system using an air turbine: melting of the plastic material around the sides of the hole is clearly evident. Lowering the compressed air pressure and the resulting slowing down of the air turbine can only reduce this effect but are certainly not sufficient to eliminate it.
The cutting speed, therefore, has to be very low. In figure 4b one can see the quality of a hole made with the low-speed drilling system (under 200 RPM), designed for measuring residual stresses in plastic materials.

Figure 4: a) hole made with a turbine fed with air compressed to a pressure of 4 bars

b) hole made with an electric motor at low speed
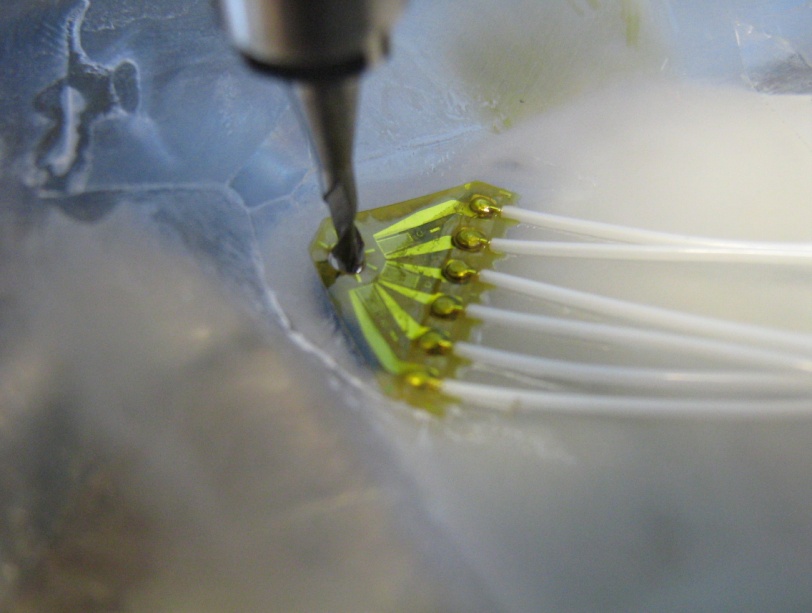
c) strain gauge during the drilling process
Since plastic materials are highly sensitive to mechanical stresses, various experimental drilling tests have been conducted to determine the optimal feed rate.
The test results have shown that the drilling tool has to be advanced more slowly in order to reduce the time of instability after drilling. Reducing the feed rate means increasing the time it takes to measure residual stresses: the right compromise between these two aspects has led to determining the optimal speed for drilling holes in plastic materials.
Table 2 shows the time necessary for drilling and the average stabilization time for each feed rate analyzed: the best compromise is achieved with a feed rate of 0.1 mm/min.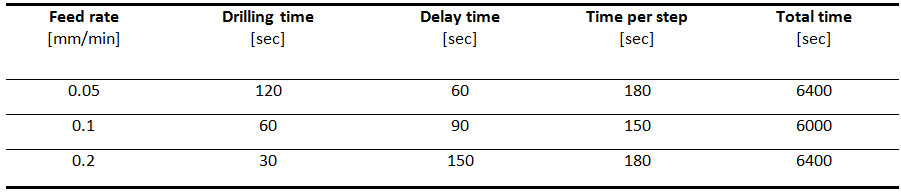
The delay times serve to allow strain readings to be acquired when the specimen returns to a state of thermal and mechanical balance after the hole is drilled. Testing has shown that the thermal balance, which is affected by the drilling process, is reached with very few seconds of delay.
To evaluate the time required to attain the mecanical balance of the component, testing has been necessary to measure the trend of strains throughout the whole stage of drilling the plastic material.
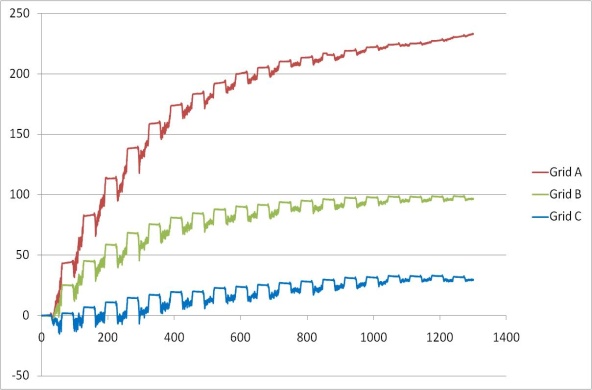
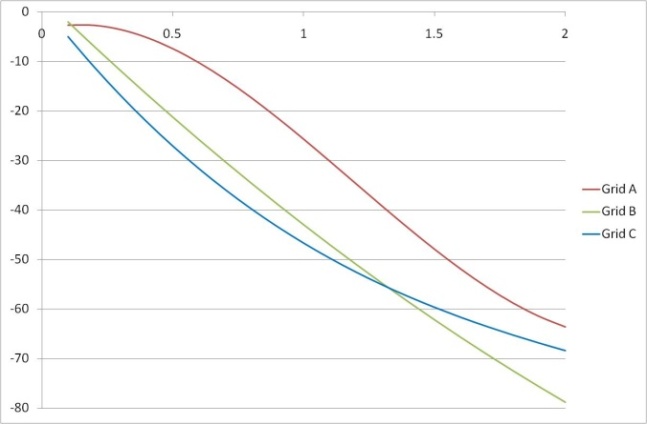
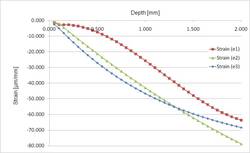
Using a QuantumX amplifier and the catman acquisition software produced by HBM, it has therefore been possible to measure the trend of the strains measured during the entire drilling operation: the results, shown in figure 5, show that the system is mechanically unstable during the drilling process and that it is necessary to wait approx. 90 seconds before the system returns to stability. With a sufficient delay time, the usual strain vs.depth curves can be observed for each strain gauge grid. The curves refer to tests with a feed rate of 0.2 mm/min.
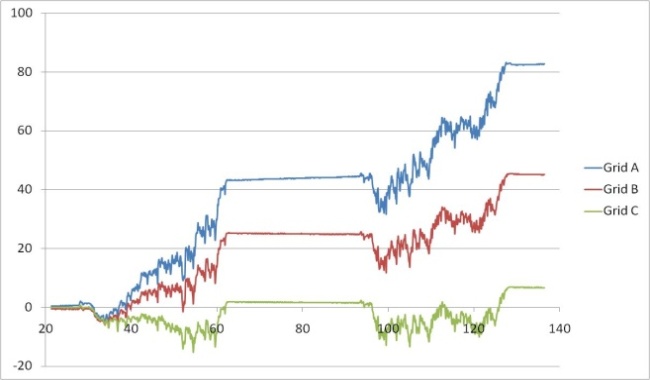
The same experimental tests have been repeated also during the drilling of metal materials (steel and aluminum: the results have shown the behavior of the system but with a faster stabilization time (3-5 seconds). In Figures 6 and 7 it is possible to observe in detail the strain trends in a metal material (Steel) and a plastic material (Polycarbonate).

Figure 5. On the left, acquisition of strains in time. On the right, strains versus drilling depth.
Once the drilling system was designed, the temperature on the plastic (polycarbonate) component during the drilling process was measured. A 2-mm-deep hole was then made and the temperatures on the specimen were acquired with a type K thermocouple installed at the same distance from the hole as the strain gauge grids, positioned opposite grid 2 (or B).
Figure 8 shows temperature versus hole depth. Twenty seconds was set as the delay time between drilling steps and a feed rate of 0.2 mm/min (standard rate for tests on metal materials such as steel) was chosen for the test.
The results demonstrate that the drilling tool does not generate excessive heating at the strain gauge grids. The maximum temperature variation recorded is at the end of the drilling step and is under 1° C.
In addition, during the delay time a rapid reduction of the temperature of the component and return to the initial temperature is observed. In fact, after 20 seconds it may be seen that the temperature attains the initial values: the maximum variation measured in relation to the initial temperature is 0.24°C.
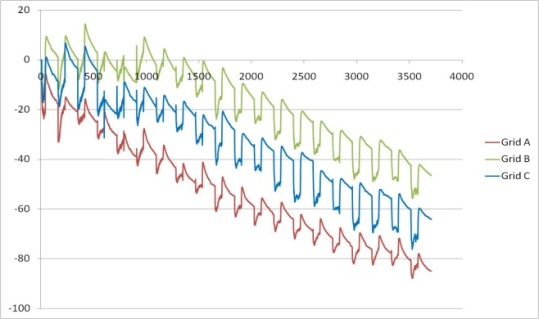
Figure 7. Strain trend during drilling on plastic material.
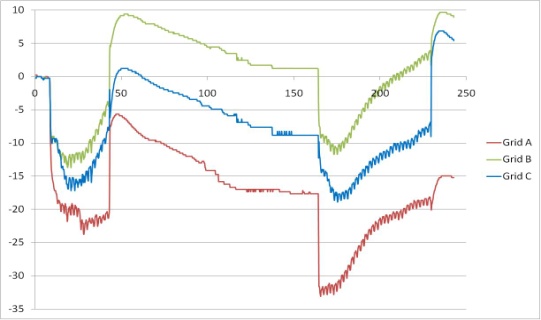
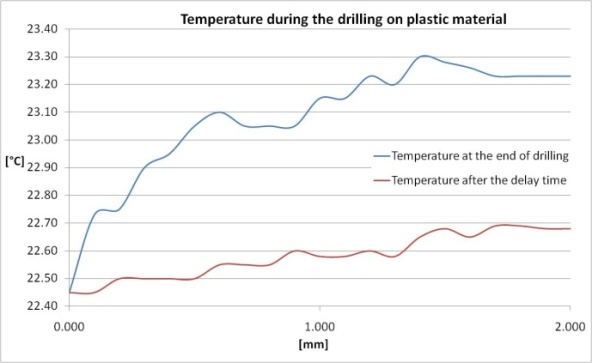
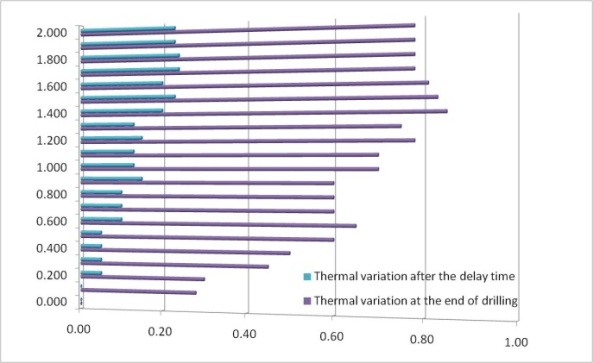
Figure 8: On the left, measured temperature trends. On the right, maximum temperature variations measured for each interval.
A plastic component of a polycarbonate household electrical appliance was tested. A Young’s modulus of 2650 MPa, a Poisson’s ratio of 0.37 and a tensile strength of 80 MPa were considered for this material.
The following testing conditions were adopted for the automatic measurement system:
Three measuring points were set up. The positions are shown in figure 9 and two drilling stages can be seen in figure 10.
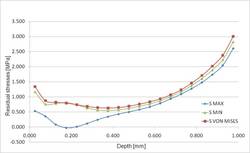
By way of example, figure 11 shows the results obtained for measurement of residual stresses at measuring point 1. The graphs show the trends of the strains, the principal stresses and the alpha angle, which were measured in accordance with the provisions of standard ASTM E837. Similar results were obtained at the other measuring points but are not provided solely for the sake of brevity.
 |
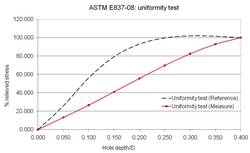 |
| Figure 11a. Strains versus | Figure 11b. Uniformity test (ASTM E837-08) |
 |
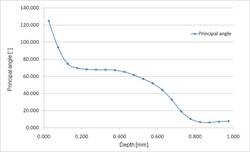 |
| Figure 11c. Principal stresses and ideal stress versus | Figure 11d. Alpha angle versus depth. |

Figure 9. Positions of the measuring points in the tests conducted with polycarbonate.

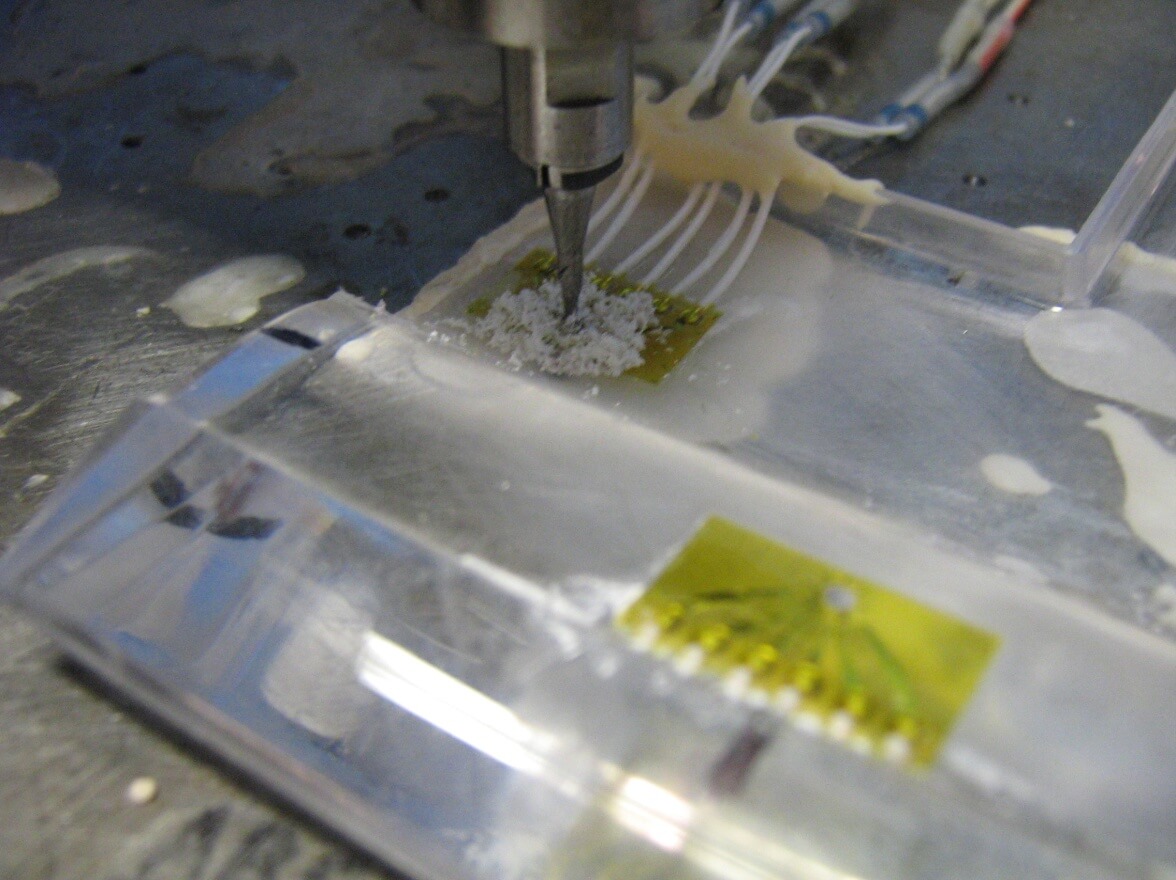
Figure 10. Drilling steps during the tests conducted with polycarbonate.
Use of an automatic system for measuring residual stresses in plastic materials has proved indispensable for carrying out reliable measurements on the materials analyzed. In fact, manual drilling or high-speed drilling methods do not allow reliable measurements.
The optimal parameters have been defined for the drilling process and acquisition of strain values in applying the hole-drilling method to injection-molded plastic components. In view of high strain gauge sensitivity to external factors, the remote control of the automatic drilling and data acquisition system has proved extremely effective.
This will bring together HBM, Brüel & Kjær, nCode, ReliaSoft, MicroStrain and Discom brands, helping you innovate faster for a cleaner, healthier, and more productive world.